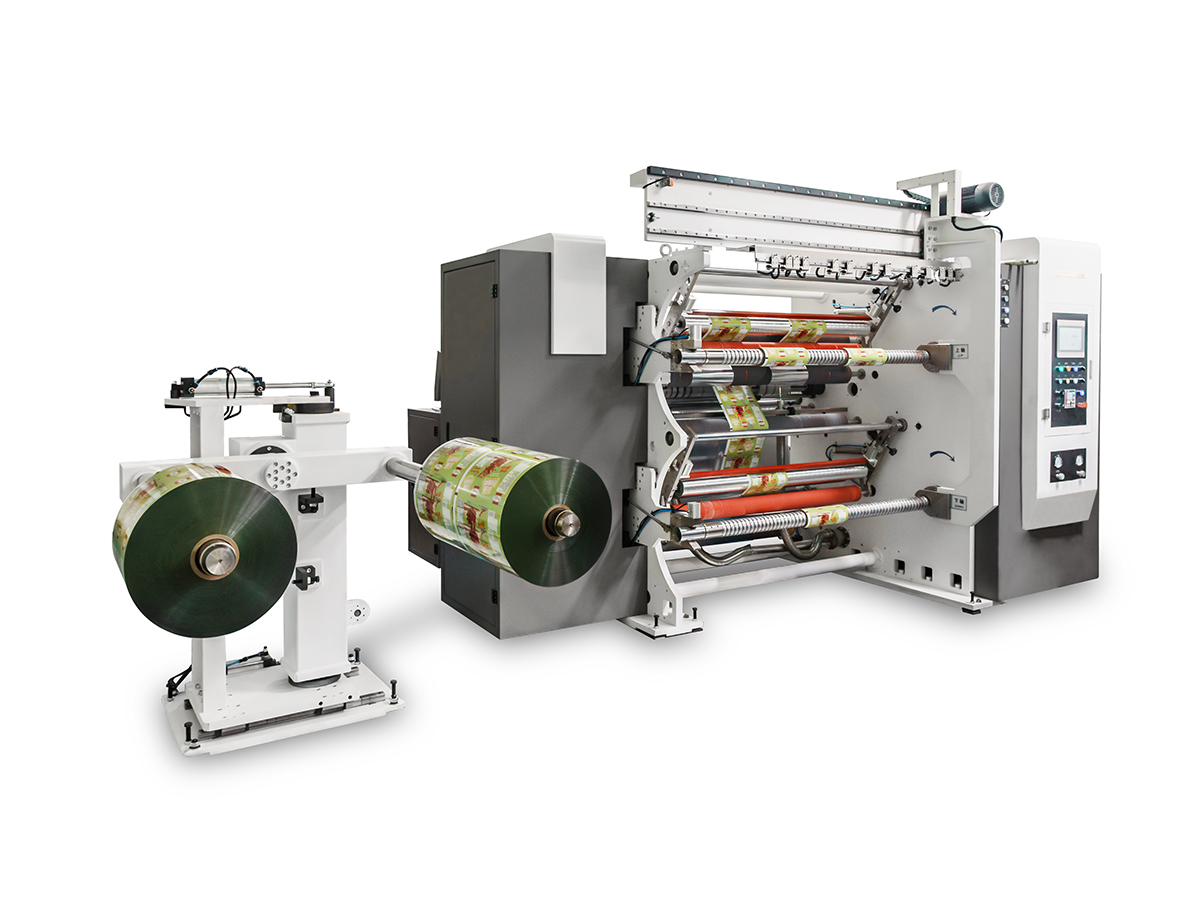
V oblasti priemyselných výrobných zariadení, SL Jednopolohový laminovaný stroj bez obsahu rozpúšťadiel sa stala kľúčovým zariadením pre mnohé priemyselné odvetvia na dosiahnutie vysokokvalitných procesov laminovania so svojimi ekologickými a požadovanými úpravami. Keď jednopolohový laminovací stroj bez rozpúšťania výroby dokončí precízny proces montáže, to znamená, že môže byť priamo do uvedeného. Prísny proces ladenia je dôležitým článkom na zabezpečenie toho, aby jeho výkon spĺňal štandardy. Dva stupne ladenia bez zaťaženia a zaťaženia sú základnými krokmi v procese ladenia, ktoré sú rozhodujúce pri stabilnej prevádzke a kvalite výroby.
Ladenie bez zaťaženia je počiatočnou fázou ladenia zariadenia. V stave bez zaťaženia začne zariadenie vykonávať prevádzkové skúšky. Prvá vec, ktorú treba každého, je stav pohybu komponentu. Vnútorná štruktúra laminovacieho stroja je zložitá, zahŕňa mnoho pohyblivých častí, ako sú odvíjacie valce, nanášacie valce, kompozitné valce a navíjacie valce. Tieto časti musia udržiavať plynulý prevádzkový stav, keď je zariadenie v prevádzke. Ladiaci personál bude pozorne sledovať rotáciu každého valca, aby skontroloval, či nedochádza k zaseknutiu alebo eliminujeemu hluku. Nedostatočné otáčanie valca môže spôsobiť nerovnomernú prepravu substrátu, čo následne súvisí s následným nanášaním a laminovaním. Po zistení abnormality, ktorá uvádza do prevádzky, okamžite zastaví personál na kontrolu, aby kontroloval, či sa nevyskytujú problémy, ako je nesprávne nastavenie defektov, poškodenie uloží, správne mazanie atď., a včas vykoná úpravy a opravy.
Prevádzka prenosovej sústavy je zameraná aj na spúšťanie naprázdno. Prenosový systém je zodpovedný za prenos energie do každej pohyblivej časti, aby zabezpečila riadna prevádzka zariadenia. Počas procesu uvádzania do prevádzky pracovníci uvedení do prevádzky kontrolujú, či je ozubenie presne a či je napnutie reťaze primerané. Nedostatočné zábery ozubených kolies povedie k zníženiu zariadenia prevodu a dokonca spôsobí vibrácie a hluk, čo ovplyvní životnosť zariadenia; napnutie reťaze, ktoré je príliš voľné alebo príliš tesné, spôsob, že prevod bude nestabilný a naruší normálnu prevádzku zariadenia. Pracovníci uvedenia do prevádzky doladia medzeru v prevodovke a prispôsobia napnutie reťaze podľa skutočnej situácie, aby zabezpečili, že prevodový systém bude fungovať stabilne a efektívne.
Elektrický riadiaci systém zohráva úlohu "mozgu" pri prevádzke jednopolohového laminátového stroja bez rozpúšťadiel, ktorý riadi rôzne funkcie a zariadenia. Počas spúšťania naprázdno pracovníci uvedení do prevádzky otestujú každú funkciu elektrického riadiaceho systému jednu po druhej. Od spustenia a zastavenia zariadenia, cez prenos signálu každého snímača až po nastavenie a zobrazenie parametrov na ovládacom paneli je potrebná komplexná a podrobná kontrola. Napríklad, či snímač dokáže presne snímať polohu a zmeny napätia substrátu a promptne vrátiť signál do riadiaceho systému; overte, či sa parametre používajú na ovládacom paneli dajú presne preniesť do rôznych ovládačov, aby zabezpečilo, že zariadenie bude fungovať podľa vopred nastaveného programu. Ak zistí chybu v elektrickom riadiacom systéme, pracovníci uvedenia do prevádzky použijú profesionálne testovacie prístroje na kontrolu obvodov a komponentov, nájdenie miesta poruchy a opravy.
Počas procesu spúšťania naprázdno je nastavenie parametrov zariadenia kľúčom k dosiahnutiu najlepšieho prevádzkového stavu. Valca je jedným z rýchlostí parametrov, ktoré ovplyvňujú rýchlosť laminácie. Rôzne substráty a procesy laminácie majú rôzne požiadavky na rýchlosť valca. Pracovníci uvádzajúci do prevádzky postupne nastavovať a testovať rýchlosť valcov podľa konštrukčných parametrov a skutočnej prevádzky zariadení. Sledovaním rýchlosti dopravy a stability substrátu na valci sa posúdi, či je rýchlosť primeraná. Ak je rýchlosť príliš vysoká, môže spôsobiť natiahnutie a deformáciu substrátu; ak je rýchlosť príliš nízka, ovplyvní efektivitu výroby. Súčasne je potrebné presne nastaviť hodnotu nastavenia systému riadenia napätia. Vhodné môže byť zabezpečiť, že substrát zostane počas prepravy plochý a odolný vráskam, odchýlkam a iným prípadom. Uvedenie do prevádzky opakovane upravte systém riadenia napätia podľa požiadaviek na, hrúbku a proces laminovania substrátu, aby poskytli stabilnú hodnotu napätia, aby zabezpečil, že substrát bude počas procesu laminovania vždy v stave.
Keď sa do prevádzky naprázdno zaisťuje, že pohyb všetkých častí zariadenia je normálny, prenosový systém je stabilný, riadiaci systém funguje dobre a parametre sú vybavené vhodný rozsah, jednopolohový laminátový stroj bez rozpúšťania vstupuje do fázy uvádzania do prevádzky. Uvedenie do prevádzky simuluje skutočné výrobné podmienky a vkladá substráty a lepidlá rôznych materiálov a hrúbok do zariadení na testy laminovania, čo je komplexný testovací výkon zariadení.
Pri uvádzaní do prevádzky je v prvom rade potrebná pozornosť kvality laminovania. Pevnosť laminácie je jedným z kľúčových ukazovateľov na meranie kvality laminácie. Pracovníci uvedenia do prevádzky vyberú rôzne šarže a typy substrátov a lepidiel a vykonajú operácie laminovania podľa aktuálneho výrobného procesu. Po dokončení laminovania je pevnosť laminovacej časti testovaná profesionálnym testovacím zariadením. Ak je pevnosť spoja nedostatočná, môže to byť možné s nedostatočným nanesením lepidla, nerovnomerným náterom alebo neprimeraným nastavením iného tlaku, teploty a parametrov spoja. Pracovníci uvádzajúci do prevádzky tieto dôvody jeden po druhom preskúmajú a upravia. Napríklad zvýšte lepiacej vrstvy, optimalizujte rýchlosť a tlak nanášacieho valca, upravte teplotu a tlak spoja valca a ďalšie parametre a znova pridajte test spoje, kým časť pevnosti spoja nebude spĺňať konštrukčné požiadavky.
Kvalita vzhľadu po lepení by sa nemala ignorovať. Počas procesu ladenia zaťaženia pracovníci uvedení do prevádzky starostlivo kontrolujú, či sa na povrchu lepeného produktu nenachádzajú chyby, ako sú bubliny, záhyby a stopy po lepidle. Tvorba bublín môže byť spôsobená miešaním vzduchu v lepidle alebo nerovnomerným tlakom počas procesu spájania; vrásky môžu byť s nesprávnou reguláciou povrchu podkladu a nerovným valcom; vzhľad stôp po lepidle môže byť spôsobený nedostatočnou presnosťou nanášania valca alebo slabou tekutosťou lepidla. Pri týchto chybách vzhľadu prijmú pracovníci uvedenia do prevádzky Príslušné opatrenia na ich zlepšenie. Napríklad odplynenie lepidla, optimalizácia systému riadenia napätia, leštenie povrchu valca, úprava zloženia lepidla na zlepšenie jeho tekutosti atď., prostredníctvom neustáleho nastavovania a testovania, zaisťuje, že kvalita vzhľadu produktu podľa lepenia zodpovedá štandardu.
Počas procesu ladenia záťaže je dôležitým obsahom kontroly aj prevádzková stabilita a spoľahlivosť zariadenia. Počas obdobia simulovanej výrobnej prevádzky bude ladiaci personál pozorne sledovať prevádzkový stav jednotlivých komponentov zariadenia a sledovať teplotu, ďalšie parametre, hlučnosť a zariadenia. Dlhodobá prevádzka zariadenia môže spôsobiť zahriatie komponentov. Ak je teplota príliš vysoká, ovplyvní výkon a životnosť zariadenia. Ladiaci personál kontroluje, či chladiaci systém funguje správne a či je efekt rozptylu tepla dobrý, a vykoná úpravy. Nadmerné vibrácie a hlukové zariadenia môžu naznačovať potenciálne poruchy zariadenia. Ladiaci personál bude používať profesionálne prístroje na detekciu vibrácií a zariadenia na detekciu hluku na analýzu zdroja vibrácií a hluku, dotiahnutie mestských častí a opotrebovaných dielov, aby zabezpečilo, že zariadenie môže stabilný a spoľahlivý stav počas prevádzky so záťažou.
Ladenie záťaže tiež vyžaduje vyhodnotenie efektívnosti výroby zariadení. V procese simulácie skutočnej výroby zaznamenajte výstup lepenia zariadenia za jednotku času a porovnajte ho s konštrukčnou kapacitou zariadenia. Ak efektivita výroby nezodpovedá očakávaniam, pracovníci uvedenia do prevádzky budú analyzovať dôvody, ktoré môžu byť nesprávne prevádzkové parametre zariadenia alebo priestoru na optimalizáciu procesu. Pracovníci uvedenia do prevádzky optimalizovať a upravovať prevádzkovú rýchlosť zariadení, čas pripojenia medzi jednotlivými procesmi atď. a triediť a zlepšovať tok procesov. Neustálym testovaním a optimálnou úpravou je možné zlepšiť efektivitu výroby zariadení tak, aby spĺňalo konštrukčné požiadavky.

Kontaktujte nás
Odporúčané produkty
Spojenie rúk s Huitongom
Prispôsobte si svoje flexibilné riešenie baliaceho zariadenia
Opýtajte sa teraz
Produkty
kontaktujte nás
Tel: +86-0510-86328508
+86-0510-86324508
Mob: +86-13914908980
Email: [email protected]
ADD: č. 429 Xizhang Road, mesto Gushan, mesto Jiangyin, provincia Jiangsu, Čína